关于钢棒交流漏磁探伤技术
浏览量:1703次发布时间:2025年02月20日
1、交流漏磁探伤原理和方法
(1)漏磁探伤基本原理
钢棒的交流漏磁探伤是一种基于漏磁场检测的无损探伤技术。
铁磁性钢棒被交流磁场磁化后,钢棒表面近表面(以下称表层)中的缺陷会引起磁场畸变而在其表面形成漏磁场,通过检测漏磁场的变化即可发现缺陷的存在。
交流漏磁探伤的原理与直流漏磁一样,不同的是交流漏磁探伤的磁化采用交变的磁场。
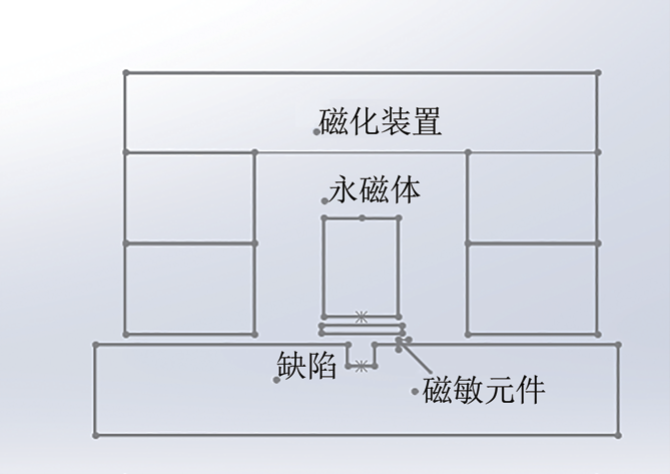
钢棒交流漏磁探伤的磁化使用U形磁轭,磁轭上绕制磁化线圈,将一定频率的正弦交流电通入磁化线圈,磁轭中即产生相同频率的交变磁场,并与被检钢棒形成磁回路,如图1所示。
我们知道,漏磁探伤必须将被检工件磁化至饱和状态,如果未达到磁饱和,则由于铁磁性材料的磁导率远大于空气的磁导率,缺陷处泄漏磁场较小而难以被测量到。
由于交流磁化存在趋肤效应,所以交变磁场主要集中在钢棒的表层,很容易使其达到磁饱和状态。
这是钢棒漏磁探伤一般需采用交流磁化的主要原因。

(图1 交流漏磁探伤原理)
(2)钢棒中磁场与涡流分布
在涡流探伤时,交变的磁场和涡流在导体中的分布具有趋肤效应,描述趋肤效应程度的物理量是渗透深度δ。
对于平面交变磁场垂直入射半无限平面导体情况,有:

式中f为磁场频率,μ为导体磁导率,σ为导体电导率。
在钢棒的交流漏磁探伤中,因为在U形磁轭的磁化线圈中通入交流电,所以在被检钢棒中不仅激励交变磁场,同时也会感生涡流。而钢棒中交变磁场和感生涡流的分布,与由(1)式描述的趋肤效应情况有明显差别。
为了描述钢棒中磁场和涡流的分布,需要求解麦克斯韦方程组。
在1MHz以下频率范围,麦克斯韦方程具有以下较为简单的形式:

公式(2)是研究导体中磁场和涡流分布的基本方程。
对于钢棒漏磁探伤的复杂情况,上式无法直接得到解析解,需要引入磁矢势A,且有:

利用有限元法对磁矢势A进行求解,可以得到U形磁轭在钢棒中激励的磁场和涡流的分布,如图2(b)所示。
U形磁轭激励的磁场,在二个磁极下,磁力线垂直穿透钢棒表面;
在二磁极之间,磁力线平行于钢棒表面,并由表面向深层逐渐渗透。
在磁化频率较低时,磁力线渗透深度随频率增大而变浅。但当频率到达1kHz之后,其渗透深度变化趋缓,逐渐形成稳定的渗透层。
U形磁轭激励的涡流,在二个磁极下的分布如图2(a)所示,这部分涡流集中在钢棒的表层,渗透深度很浅,而且随着频率的增大趋肤效应愈加明显,与涡流探伤中的趋肤效应类似;
在二磁极之间的分布如图2(c)所示,涡流在钢棒表层中呈闭合环路,涡流磁场的方向平行于钢棒表面。在磁化频率较低时,这部分涡流的渗透深度随频率增大而变浅,但当频率到达1kHz之后,其渗透深度变化趋缓,逐渐稳定在1mm左右。
涡流的这一分布特点与磁场相同。

(图2磁场与涡流分布|右:[a] 中:[b] 左:[c] )
在二磁极之间的磁场和涡流显示出的趋肤效应特点与涡流探伤不同的原因是:
根据楞次定律,涡流磁场的作用是阻碍进入钢棒的磁场的变化,当频率越高时,涡流磁场越趋于表面,使这种阻碍作用越大,二个磁极下的涡流磁场即属于这种情况,它与涡流探伤中的趋肤效应接近;
而在二磁极之间的涡流磁场的方向平行于钢棒表面,它对交变磁场在垂直深度上渗透的阻碍作用比较小,其主要作用是形成稳定的渗透层。
在钢棒漏磁探伤中,用于检测漏磁场的感应线圈置于二磁极之间。
由于当磁化频率达到1kHz之后该处的渗透深度不再减小而稳定在1mm左右,因此进一步增加磁化频率对提高表面缺陷的检测灵敏度贡献不大。
(3)交流磁化时的漏磁场特点
在对钢棒进行交流磁化时,如果在磁场路径上出现缺陷,一部分磁场就会泄漏出钢棒表面形成交流漏磁场,该漏磁场的频率与磁化频率相同,强度与磁化强度有关。
当磁化频率一定时(如图3中的5Hz、10Hz、20Hz或100Hz),缺陷的漏磁场强度随磁化电流增加近似线性增加。当磁化电流一定时(对比图3中四条不同频率的曲线),磁化频率越高,漏磁场强度越大。这说明在钢棒交流漏磁探伤中趋肤效应确实存在,正是由于磁场的渗透深度变浅、磁力线向表面集中,才使得缺陷的漏磁场强度变大。

(图3 漏磁信号与磁化电流的关系)
在钢棒交流漏磁探伤中,趋肤效应对漏磁场强度的影响是非常明显的。
如图4所示,在恒定的磁化电流下,当磁化频率较低(f<50Hz)时,漏磁场强度的变化与直流漏磁情况比较接近。而当磁化频率增高时,漏磁场强度呈现近似线性的增加。
但是,当磁化频率超过一定范围(大约1kHz左右)之后,漏磁场强度逐渐趋于稳定,不再随磁化频率的提高而明显增大。
该现象与有限元分析得到的磁化频率达到1kHz后,二磁极之间的渗透深度不再减小的结论相吻合。

(图4 漏磁信号与磁化频率的关系)
(4)交流漏磁信号的形成与处理
在钢棒漏磁探伤中,交流漏磁信号的形式和处理方法与直流漏磁有较大区别。
当感应线圈没有扫查到缺陷时,由于感应线圈与交流磁场的相互感应作用,获得的信号如图5(a)所示,信号的频率与磁化频率相同,信号强度与磁化电流成正比(当采用差动式感应线圈时,该信号可被抑制掉)。
当感应线圈扫查到缺陷时,缺陷处的交流漏磁场与原交流磁场相叠加,获得的信号如图5(b)所示,称为缺陷调制信号,信号的频率仍与磁化频率相同。

(图5 交流漏磁探伤的信号处理)
由于感应线圈获得的是调制信号,因此需要对信号进行解调处理,以滤除高频交流信号,保留低频缺陷信号,如图5(c)所示。
解调处理后的信号才是缺陷的真实信号。
在直流漏磁探伤时,感应线圈获得的即为低频缺陷信号,所以无需进行解调处理。
(5)磁化频率的选择
由于交流磁化存在趋肤效应,使得钢棒表层的磁场强度增大而加强了缺陷的漏磁场,这有利于表面缺陷的检测,但不利于深层缺陷的检测。在钢棒交流漏磁探伤中, 可否使用较低的磁化频率,以获得较深的探测范围?
从原理上讲,交流漏磁探伤是通过电磁感应而不是通过切割磁力线检测缺陷漏磁场的存在,所以它原本对磁化频率以及感应线圈扫查缺陷漏磁场的速度没有严格限制。
但是,在进行探头旋转的钢棒漏磁探伤时,如果探头的旋转速度很快,则感应线圈扫查通过缺陷的时间很短,使调制信号内的正弦波数量减少(参见图5(b)所示)。
当正弦波的数量减少到10个以下时,调制信号的包络发生变形,即缺陷信号发生失真。如果出现这种情况,必须提高磁化频率方能避免信号失真。
为了确保一个缺陷的调制信号内包含不少于10个正弦波,则磁化频率:

式中:n为探头旋转速度,w为感应线圈宽度,d为钢棒直径,b为缺陷宽度。
例如:宽度5mm的感应线圈以600r/min的转速检测直径50mm钢棒上宽度0.2mm裂纹,按照(4)式计算,磁化频率应不小于1kHz。
由以上示例可以看出,在探头旋转的钢棒交流漏磁探伤中,由于检测速度的原因,磁化频率不可能选得很低。
实际中,磁化频率一般在1~10kHz之间。
2、交流漏磁探伤中涡流的作用
我们知道,在直流漏磁探伤中,当裂纹的走向与磁化方向相同时是无法被检测出来的。而交流漏磁探伤显示出完全不同的特点。
用U形磁轭对钢棒进行周向交流磁化时,如果钢棒表面出现垂直于磁场的轴向裂纹,感应线圈会获得最大的检测灵敏度;
随着裂纹与磁化之间夹角的减小,检测灵敏度将逐渐下降。
当出现周向裂纹时,裂纹的取向与磁场方向相同,若按照漏磁探伤原理,检测灵敏度应该很低。但事实并非如此。
事实上,U型磁轭会在二磁极之间激励涡流,涡流沿钢棒的表层轴向流动,如图6所示。
当遇到周向裂纹时,涡流的流动路径被迫发生畸变,感应线圈获取到涡流磁场的变化,由此感知缺陷的存在。
由此可以看出,在实施周向磁化的钢棒交流漏磁探伤中,可同时检出周向缺陷,但其检测机理不是漏磁探伤法。

(图6 磁轭的涡流分布)
值得注意的是,利用交流漏磁场检测轴向裂纹时,感应线圈获得的是正向单峰信号。
而利用涡流磁场检测周向裂纹时,获得的是反向峰信号。
介于轴向裂纹和周向裂纹之间任意方向的裂纹,其信号幅度小于轴向裂纹而大于周向裂纹,如图7所示。
但当裂纹为某一角度时可能没有任何信号显示,即产生漏检,这一点需要引起注意。

(图7 不同方向缺陷的检测信号)3、交流漏磁探伤装置
(1)磁化装置
钢棒的交流漏磁探伤使用一对(二个)实施局部磁化的U型磁轭,磁轭的材料为铁氧体。铁氧体磁芯不仅导磁率很高,而且既使在高频下也不会在其中感生涡流而造成能量损耗。
磁化线圈为感性负载,通入的交流电的频率越高,线圈的感抗越大,磁场强度衰减越严重。
将理想的正弦交流电馈电给磁化线圈,实际磁化电流呈现较明显的畸变,如图所8示图,这主要是由于U形磁轭和钢棒的磁滞特性(非线性)造成的。

(图8 实际磁化电流信号)
在本文第3节中我们曾说到,在钢棒的交流漏磁探伤中,由于探头扫查速度的原因,磁化频率不能选的太低;而在此处我们又指出,为了保证足够大的磁场强度,磁化频率应尽可能地低些。
由此可见,在钢棒交流漏磁探伤中,磁化频率的选择是非常重要的。
(2)感应线圈
钢棒交流漏磁探伤使用的检测元件是感应线圈,这与常规直流漏磁探伤相同。
不同的是,直流漏磁探伤时感应线圈是通过切割缺陷漏磁场的磁力线产生感应电压,检测到的是低频信号,信号强度(即检测灵敏度)与线圈的匝数和速度成正比;
交流漏磁探伤时线圈是通过电磁感应检测缺陷漏磁场的变化量,得到的是与磁化频率相同的高频信号,信号强度只与线圈的匝数成正比,与线圈的速度无关。
① 感应线圈探测钢棒表面缺陷的能力:随着磁化频率的增大,线圈获取的检测信号先快速增加,之后减缓直至趋于稳定值;信号与缺陷深度之间的线性关系差,这点不及直流漏磁探伤。
② 感应线圈探测钢棒表面下缺陷的能力:线圈无法检测到处于渗透深度以下的缺陷,而渗透深度(即探伤的深度范围)随着磁化频率的提高而变浅;对于渗透深度内的表面下缺陷,线圈获得的信号强度随磁化频率先迅速衰减,之后减缓直至趋于稳定值。
4、交流漏磁探伤特点
① 钢棒交流漏磁探伤由于存在趋肤效应,只能检测表层较浅范围内的缺陷。而直流漏磁不存在趋肤效应,可以检测表面下更深范围的缺陷。
② 钢棒交流漏磁探伤的信号强度随磁化频率的提高而增加。当频率超过一定数值后,信号强度变化减缓直至趋于稳定值。
③ 钢棒交流漏磁探伤中,磁化频率的选择既要考虑探测深度范围,还要考虑检测速度,既不能太高也不能太低,一般在1kHz~10kHz之间。
④ 钢棒交流漏磁探伤的磁轭采用铁氧体材料,以避免在其中产生涡流;直流漏磁的磁轭采用一般导磁材料即可,不会产生涡流。
⑤ 钢棒交流漏磁探伤使用的检测元件为感应线圈,获得的检测信号是包含不少于10个正弦波的调制信号,需要对其进行解调处理。而直流漏磁探伤获得的是低频信号,不需要进行解调处理。
⑥ 在钢棒交流漏磁探伤中,对于不能产生漏磁场的与磁化方向相同的缺陷,也能获得检测信号。该信号并非源于缺陷的漏磁场,而是由涡流磁场的畸变引起。
⑦ 钢棒交流漏磁探伤由于采用高频交流电磁化,探伤后不存在剩磁。而直流漏磁探伤后工件一般带有剩磁,需要进行退磁处理。