相控阵超声波检测聚焦问题的探讨
浏览量:3807次发布时间:2024年09月29日
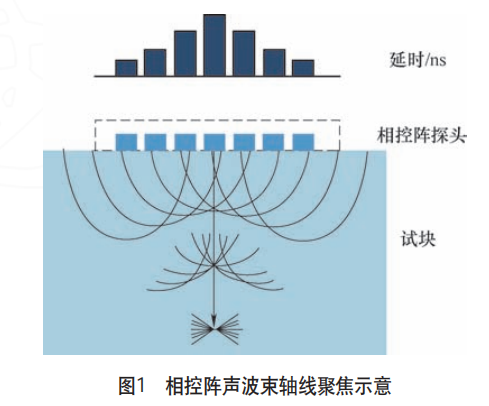
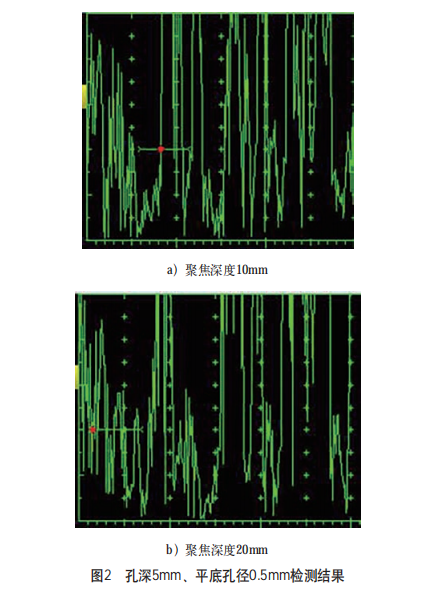
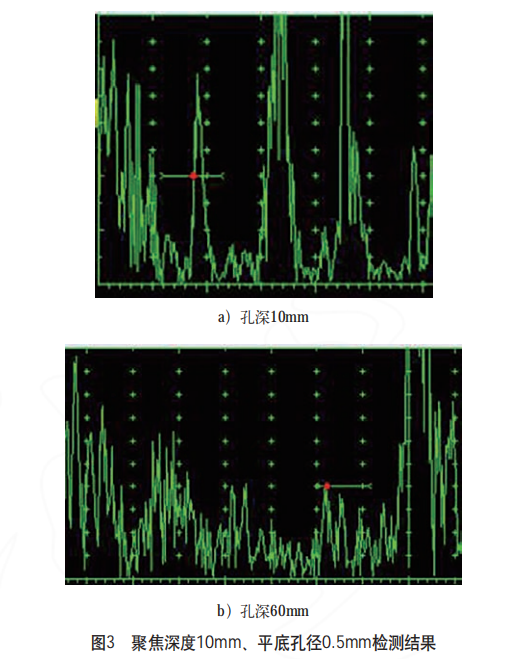
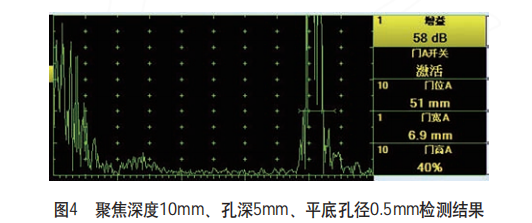
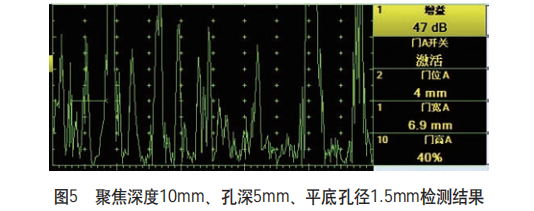
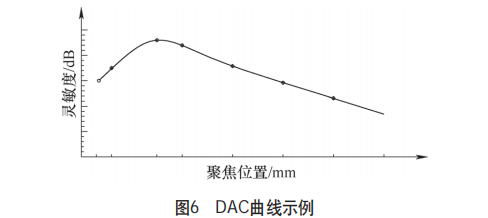
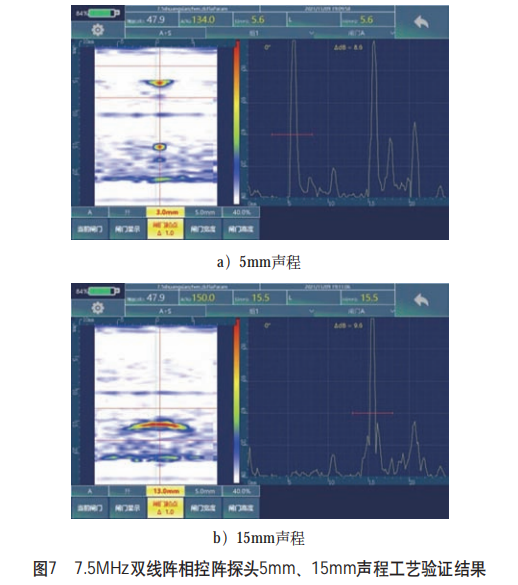
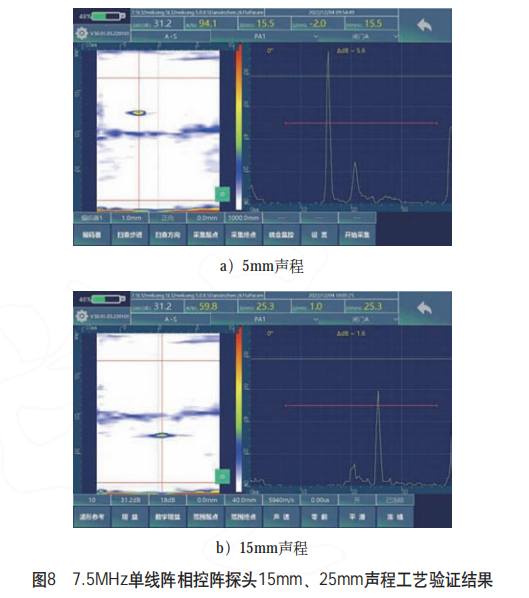
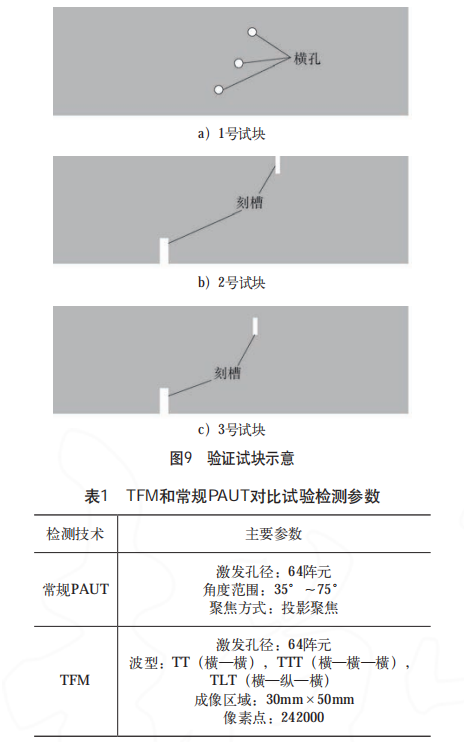
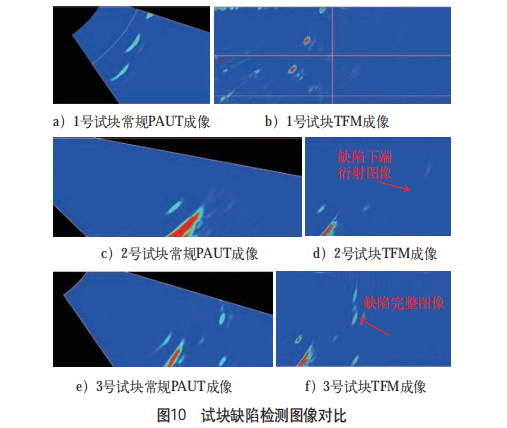
前言 相控阵超声波作为一种较新兴的检测技术,具备检测角度多、检测范围广、图像直观等优势,随着相关技术的发展,其成本也逐步降低,因此在工业无损检测中的应用也越来越广。 常规超声波检测通常使用一个压电效应晶片来发射和接收超声波,其声场沿着与楔块角度相关的固定折射角度传播。双晶探头可以看作是两个探头(晶片)被隔声层分开,两个探头通常呈约8°的倾角,从而导致两个探头纵波区域的重叠,形成一个伪聚焦区。在聚焦区内,由于能量密度更高,因此缺陷检出性更好,其中聚焦区的深度等参数受限于晶片的倾斜角角度,一般是固定的。 相比常规超声波检测,超声波相控阵检测就比较复杂,通过对不同晶片的相位设置等方式,使不同的晶片发出不同方向的波,这些波在一定的距离聚焦,同样形成一个伪聚焦区。 因常规双晶探头检测应用较多,故本文不再赘述。在超声波相控阵聚焦法则设置时,聚焦参数的设置是非常重要的内容。相控阵声波束轴线聚焦如图1所示,如果精确控制每个晶片的激发时间,使每个晶片激发的超声波同时到达某一位置,且相位一致,这样在该位置处所有晶片的超声波叠加在一起,都是正向叠加,在该位置处回波幅值最高,可以达到聚焦的效果。 因此,本文拟对超声波相控阵聚焦问题进行研究,拟研究的问题如下。 1)不同焦距的设置对近场区和近场缺陷检出性的影响。 2)不同焦距的设置对检测灵敏度的影响。 3)相控阵超声波检测的楔块对检测结果的影响。 4)缺陷的大小对检出性的影响。 5)相控阵全聚焦(TFM)技术对检出缺陷成像效果的影响。 本文拟通过试验和数据分析的形式,比较相控阵和常规超声波检测,得出适当的结论,以便在具体检测中灵活选择。 1 超声波相控阵检测试验 1.1 试验仪器 1)采用以色列Isonic公司生产的Isonic2009相控阵检测仪。 2)自带相控阵探头PA-5M32E0.5P:频率5MHz,晶片数量32,晶片中心距0.5mm,晶片宽度10mm。探头纵波楔块:有机玻璃,厚度20mm,V20PA-8/16。 3)工件:对比试块,试块可以尽量简化一些对实际检测有影响的参数,从而方便对比。试验采用阶梯试块,孔径分别为0.5mm、1.5mm,孔深分别为5mm、10mm、20mm、30mm、40mm、60mm、80mm。 4)耦合剂:机油。 5)其他配件:设备自带探头线、直尺等。 1.2 试验方法 在焦距固定的情况下,分别找不同深度孔的回波,调至80%,观察波形情况,并记录分贝值等参数。为了方便观察,采用A扫描显示,而不是相控阵常用的S扫描,因为前者的波高显示比后者的伪彩色显示观察起来更为明确。 在试验过程中,由于数据量很大,因此本文仅列出对于上述问题有影响的部分数据,以便去除冗余数据,从而更好地得到结论。 1.3 试验过程 (1)关于焦距设置对近场区和近表面缺陷检出的影响 对0.5mm平底孔阶梯试块上孔深5mm的平底孔进行检测,检测结果如图2所示。图2a中的闸门位置为孔波,在这种情况下虽然可以在图中发现缺陷波,但这是理想情况下的试块,在实际检测中,该缺陷波淹没在草波中,无法分辨其性质,因此不可能发现该缺陷波。 在其他参数不变时,其波形更低,尽管同样也不能识别,但其检测效果更差于聚焦深度为10mm时,如图2b所示。以上试验数据表明,当设置的聚焦深度越深时,对于近表面缺陷的检出性越差。 (2)关于焦距设置对检测灵敏度的影响 对不同声程的0.5mm平底孔开展超声波相控阵检测试验,结果如图3所示。图3a为孔深10mm平底孔检测结果,根据检测波形可以看出在孔深为60mm、不改变参数的情况下,随着孔深的增加,波高逐渐降低,草波相对变高,信噪比随之不断降低。到60mm深度时,孔波被完全淹没在草波中(见图3b),不具备检测意义,而声程80mm深度的平底孔则无法发现孔波。 (3)楔块的存在对检测结果的干扰 相控阵检测在检测时多带楔块配套使用,从而避免探头晶片的磨损导致探头损坏。楔块的存在,应该类似于水浸法检测的水层,会多一个固定的界面波。在水浸法中,超声波首先在工件的上表面返回一个固定波,然后因探头反射而在工件上形成一个二次反射回波。虽然这两个波很高,但对于实际检测没有意义。相控阵超声波检测的楔块,原理应该相同,试验数据必须在第一个固定的楔块界面波后、第一次底面回波前(不考虑二次波时)。实际检测结果正是如此,检测时需要注意图3中的两组波形,前面的是始波(包含一次界面波),后面的波为二次界面波。 同时,由于固定波具有一定的宽度和高度,因此必然会对检测结果造成干扰。聚焦深度为10mm时,对于检测深度10mm、孔径1.5mm的平底孔,其检测结果如图4所示,无清晰可辨的缺陷波。孔深不变时,其他参数下检测结果与之类似。大部分试验的60mm声程均无法发现该缺陷孔波的存在,应该是被淹没在二次界面波里了,因此检测时必须注意这点带来的漏检的可能性。 (4)缺陷的大小对检测结果的影响 缺陷越大,必然检出性越好。如图5所示,与图4相比,仅平底孔径不同,其他参数均相同。图5中检测结果虽然仍难以识别,但其效果远好于图4,其他类似的结果也证实了这一点。因此,可从试验中看出,当平底孔直径从0.5mm增大到1.5mm时,各声程孔波辨别率和信噪比会更好。 2 检测结果分析 2.1 关于近表面的检测 1)综合上述数据可发现,在距离入射面很近的区域(如5mm以内),回波很难识别,即使加楔块后类似于双晶探头,仍然难以识别,同时,结合常规的双晶探头的检测数据,常规双晶探头在该距离下的检测结果也同样很差。 2)对于<5mm深度的区域,1.5mm孔径的检测效果远好于0.5mm(所有聚焦深度均是),在非常近表面的检测中,如果孔径更大,则检测效果会更好。 2.2 关于焦距对灵敏度的影响 1)当聚焦深度为10mm时,随着深度的增加,灵敏度开始下滑,在40mm深度可以识别,但较为困难,60mm深度则无法识别。其他聚焦深度结论类似,均是聚焦区域附近效果最好,结果与常规双晶探头相似。因此,检测时聚焦深度最好与预期的缺陷位置相匹配,差距越小,则检测时的效果如信噪比、识别性等往往越好。 2)与常规双晶探头类似,最高波不在声程最浅的地方,而在中间某一声程且未必精确在设置的焦距位置,相对于焦距位置可能存在一定的浮动。对数据制作出DAC曲线(见图6),曲线形状与常规双晶探头的形状基本相同。 3)在检测过程中,由于可能存在缺陷的二次波比一次波高,因此检测时需要考虑是否同时显示多次波来进行检测。 如果工件具备一定的厚度且检测要求较高,则可能需要设置不同的聚焦深度或者设置动态集聚焦 完成检测,具体需要针对具体工件和设置进行试验分析,这点与常规双晶探头相同。 3.3 楔块的影响 1)类似于水浸法,当使用探头楔块时会出现多次楔块界面反射波,部分声程会因与界面波重合而无法检测,这就需要更换楔块等方式来重复检测。 2)不同深度的缺陷,一次波可能在楔块二次界面波的后面。 3)双晶探头,在标准中是有检测深度限制的(如<50mm、<45mm等,不同标准有所不同),目前相控阵的检测标准没有详细说明,但检测时也需要注意,最好通过试验来确定检测深度的极限。 2.4 缺陷大小的影响 1)孔径1.5mm平底孔检测效果远好于0.5mm,缺陷大小对检测的效果影响很大。 2)在超声波检测理论中,超声波检测的灵敏度约为超声波波长的一半,试验中可以看出这点并不成立,因此需要在实际检测中注意以试验结果为准。 3)超声波检测是针对宏观缺陷进行的,对于0.5mm当量大小甚至更小的缺陷,其检出性较差,考虑到试验中检测对象为平底孔,而实际缺陷是“悬空”的,存在很严重的衍射,因此检出性会更差。 因此,在检测当量较小的缺陷时,还是应该尽量提高检测频率、降低检测速度,以确保检测质量。 3 风电行星轮内孔检测工艺制定验证 针对风电行星轮内孔0.5mm当量要求制定超声波相控阵检测工艺,检测深度为25mm,表面加工余量为5mm,基于以上试验分析和结论进行如下规划。 1)提高超声波相控阵检测灵敏度至7.5MHz,以满足检测灵敏度要求。 2)采用双线阵检测声程较近的区域、单线阵检测声程较远的区域,二者结合完成全部声程检测。 3)双线阵聚焦距离为5mm,单线阵聚焦距离为20mm,两焦距保证覆盖到全部检测区域。 4)分别采用适用双线阵和单线阵超声相控阵检测探头楔块,其中为了保证界面反射波不干扰检测,双线阵楔块厚度至少为0.46倍的工件厚度(假设楔块声速为2730m/s)。 根据上述规划,采用武汉中科HS PA30超声波相控阵检测仪和7.5MHz相控阵检测探头进行工艺制定,风电行星轮内孔0.5mm当量相控阵检测工艺制定部分验证结果如图7、图8所示,验证结果显示满足本文分析结论。 4 相控阵全聚焦技术对缺陷成像效果的影响 相控阵全聚焦(TFM)成像方法具有独特的声场特性和信号特性,可以采用一种“场测量”和“场校准”技术路线,采用全聚焦技术得到的相控阵声场的声压分布比常规超声的均匀,不同位置上的声压变化比较平缓。 本文设计制作了验证试块,通过开展TFM和常规PAUT对比试验,识别TFM技术对缺陷成像效果的影响。验证试块如图9所示,1号试块包含3个不同深度的横孔,2号试块包含表面和背面的2个刻槽,3号试块包含近表面和背面的2个刻槽。TFM和常规PAUT对比试验检测参数见表1。 试块缺陷检测图像对比如图10所示。由图10a、b可见,TFM的横孔图像清晰可辨,且各横孔显示比常规PAUT更贴近实际形态。由图10a~f可见,TFM的扫描显示范围比常规PAUT更广,可以实现一定范围内多个缺陷图像的共同显示:图10d同时识别了背面刻槽的图像和上表面刻槽的下端衍射图像,图10f同时识别了背面刻槽的图像和近表面刻槽的完整衍射图像。 由此可见,TFM技术的成像效果比PAUT更好,分辨力更高。在实际检测中对缺陷实际形貌的判断会产生一定的影响,需更多地依赖经验和对声波传播特性的理解,才能实现成像缺陷形貌与实际缺陷形貌的匹配,因此受人为因素的影响较大。采用TFM技术得到的结果直观明了,其检测结果与实际试块中横通孔的形貌相差不大,判断更加简单方便。 总结 相控阵超声波检测是基于超声波检测基本原理而延伸的一种检测技术,很多原理、技巧类似,甚至完全相同。因此,结合常规超声波检测的一些结论,可更方便新方法的理解和工艺选择。 本文试验证明,在聚焦这个问题上,相控阵和常规双晶探头、水浸法探头基本是类似的,可以有效地利用这两种方法的成熟结论来协助解决问题和制定新的检测工艺。采用相控阵全聚焦技术检测成像效果更加准确直观,也更接近检测缺陷实际形貌,较相控阵常规线性扫查结果变形较小,图像信噪比较高。 由于相控阵全聚焦技术对设备的硬件配置要求较高,因此对软件的运算速度提出了更苛刻的要求,导致其设备价格昂贵。另外,由于其运算数据成数量级的增加,因此导致其检测时长也比普通相控阵成像延迟更明显,技术壁垒和价格导致相控阵全聚焦技术发展受限,但其优越的聚焦成像效果是未来相控阵发展的必然趋势。 作者: 谭常清,段怡雄 中车株洲电力机车有限公司 湖南株洲 412000 注意: 1.本文内容仅做行业分享,版权出处归原作者所有! 2.本文来源:《金属加工(热加工)》 2023年 第4期