压力管道焊缝遇的磁粉检测技术及方法
浏览量:4683次发布时间:2021年04月12日
导读
对压力管道焊缝磁粉检测方法,磁化电流、缺陷及磁痕特征作了介绍,并指出了某种磁粉探伤机的问题。
磁粉检测的基础是缺陷处漏磁场与磁粉的磁相互作用,即铁磁性材料或工件磁化后,在表面和近表面如有不连续性存在,则在不连续性处磁力线离开工件和进人工件表面发生局部畸变产生磁极,形成可检测的漏磁场,它吸附施加在工件表面的磁粉,形成在合适光照下目视可见的磁痕,从而显示出不连续性的位置、形状和大小。

一、磁粉检测适用范围
磁粉检测适用于检测铁磁性材料表面和近表面的缺陷,因此对于奥氏体不锈钢,铁和钦合金、铝和铝合金、铜等非磁性材料不能用磁粉检测。
由于马氏体不锈钢、沉淀硬化不锈钢具有磁性,因此可以进行磁粉检测。
磁粉检测可以发现裂纹、夹杂、气孔、未熔合未焊透等缺陷,但难以发现表面浅而宽的凹坑、埋藏较深的缺陷以及与工件表面夹角极小的分层。

二、压力管道磁粉检测和磁化电流的选择
对压力管道的检验检测工作包括:
外观检验、测厚、无损检测、硬度测定、金相、耐压试验等,而磁粉检测则是无损检测一种经常使用的方法。

三、磁化方法
磁粉检测的能力不仅与施加磁场强度的大小有关,还与缺陷的方向、缺陷的深宽比、缺陷的形状、工件的外形、尺寸和表面状态及可能产生缺陷的部位有关。因此,就有各种不同的磁化方法。
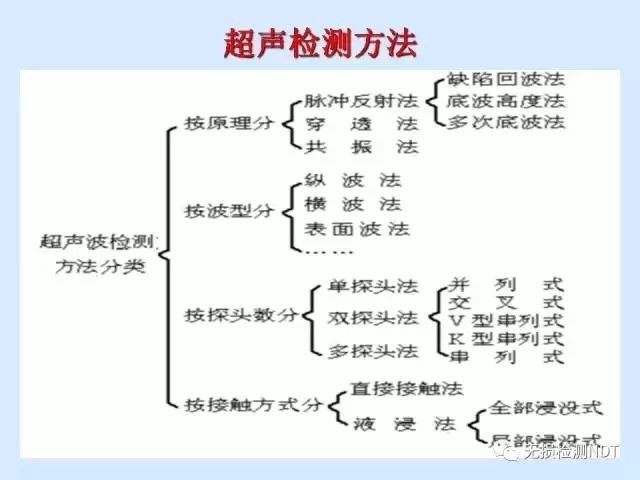
磁化方法的分类
对于锅炉、压力容器和压力管道,常用的磁化方法是:磁扼法和触头法。
3.1磁扼法
磁扼法是使用便携式电磁扼两磁极接触工件表面进行局部磁化,用于发现与两磁极连线垂直的缺陷。
磁扼法的有效磁化范围一般是以两极间连线为长轴(L),从两极连线中心处向两侧各114L为短轴的椭圆形所包围的面积。
如果两磁极间距太小,由于磁极附近磁通密度过大会产生非相关显示,磁极间距太大会造成磁场强度不够,所以磁极间距通常选用50-200mm。
要求使用磁扼最大间距时,交流电磁扼至少应有44N的提升力,直流电磁扼至少应有177N的提升力。
实验证明,直流电磁扼,不适用于厚壁焊缝磁粉检测,尽管直流电磁扼的提升力可以符合要求,但是焊缝表面上的磁场强度是达不到要求的。
磁扼法的优点是:
a.没有电接触,因此不会烧伤工件。
b.改变磁扼法方位,可以发现任何方向的缺陷。
c.便携式磁扼可带到现场探伤,使用方便。
d.检测灵敏度较高。
它的缺点是:
a.几何形状复杂的工件检验较困难。
b.为了发现各个方向的缺陷,常常需要将电磁扼转动90“再进行检测。
c.对于大面积检验时,要求分块累积,较费时间。
旋转磁场探伤仪,是在2只二型磁铁十字交叉叠合组装的电磁扼上通以具有相位差的电流。
这样组合的电磁扼,能够产生随时间而变化的圆形或椭圆形的旋转磁场。
由于工件上的磁化方向不断地变化、旋转,所以只要一次磁化即可检测出各个方向的缺陷。
3.2 触头法
触头法又叫支杆法、刺棒法、手持电极法或尖锥法。
它是用2个触头接触工件表面,通电磁化,产生一个畸变的周向磁场,用于发现与两触头连线平行的缺陷。
触头间距过大,磁化电流流过的区域变大,使磁场减弱,触头间距过小,电极附近磁化电流密度过大,易产生非相关显示。
因此,一般取触头间距为75-200mm操作时应保证触头与工件表面接触良好后,再通电磁化,否则会引起工件烧伤。关闭电源后再拿开触头。
触头法的优点是:
a.便携式设备可带到现场使用。
b.检测灵敏度高。
它的缺点是:
a.一次只能检验较小的区域,大面积检验时,要求分块累积,很费时间。
b.接触不好会引起工件烧伤。